Bei der Auswahl eines neuen Sägeblatts müssen Sie zunächst feststellen , welches Maß Sie benötigen. Es wird vom Hersteller Ihres Säge angegeben und ein anderes können Sie gewöhnlich nicht verwenden. Die Auswahl des Sägeblatttyps hängt gerade von der gewünschten Blattbreite ab. Zum Beispiel für die Breite 13 mm steht nur ein Typ des Bimetallsägeblatts zur Verfügung (das universelle EPIC GP), in der Breite 20 mm gibt es zwei (EPIC GP und SBX GP) und in der Breite 27 mm dann vier (EPIC GP, SBX GP, SiClone und XP). Die Sägeblattlänge schweißen wir Ihnen genau nach Maß.
Wie ein Bandsägeblatt zum Metallschneiden auswählen?
Sie brauchen ein neues Bandsägeblatt für Metall? Dann suchen Sie sicher ein solches Sägeblatt, das genau zu Ihrer Bandsäge passt, mit dem zu schneidenden Material gut fertig wird und lange und richtig seine Funktion erfüllt. Wir beraten Sie, worauf Sie bei der Auswahl achten sollten.

große und kleine Zähne SIMONDS
Breite und Länge

universelles Sägeblatt | SIMONDS
Schnittmaterial
Es hängt auch davon ab, welches Material Sie sägen wollen. Zum Beispiel Werkzeugstahl vermag auch ein kostengünstiges Universalsägeblatt zu schneiden, es dauert jedoch länger und seine Standzeit ist dann kürzer. Nehmen Sie daher lieber ein Spezialsägeblatt. Weiter unten finden Sie einen Überblick der verbreitetsten Werkstoffe und die dazu empfohlenen Sägeblattreihen.
Baustähle und normale Stähle der Klasse 11, 12. Vollmaterial (Rundprofile, Vierkantstahl, Flachstahl). Zeitweiliges Sägen von anderem Material (Hohlprofile, eher hartes Material).
Das ideale Sägeblatt: EPIC GP
Universeller Einsatz, bewährte beeindruckende Zahngeometrie.
Erhältlich in den Breiten 6, 10, 13, 16, 20, 27, 34, 41, 54, 67 und 80 mm.
| EPIC® GP | |
| Breite x Stärke (mm) | Anzahl Zähne je Zoll |
| 13 × 0,65 | 4 6/10 10 8/12 10/14 14 |
| 13 × 0,9 | 4 6/10 8/12 10/14 |
| 16 × 0,65 | 10/14 |
| 20 × 0,9 | 3 5/8 6/10 10/14 |
| 27 × 0,9 | 2/3 3/4 4/6 5/8 6/10 8/12 10/14 |
| 34 × 1,1 | 1,4/2,0 2/3 3/4 4/6 5/8 |
| 41 × 1,3 | 1,4/2,0 2/3 3/4 4/6 5/8 |
| 54 × 1,6 | 0,8/1 1,1/1,4 1,4/2 2/3 3/4 4/6 |
| 67 × 1,6 | 0,8/1 1,1/1,4 1,4/2 2/3 3/4 4/6 |
| 80 × 1,6 | 0,8/1 |
Baustähle und normale Stähle, Hohlprofile oder offene Profile (Formrohre, Rundrohre, Doppel-T-Träger, H-Träger, HEB u.ä.)
Das ideale Sägeblatt: SBX (SBX GP a SBX ONE)
Die Zahngeometrie ist hervorragend zum Sägen von Profilen, verstärkte Zahnkonstruktion (gegen Abbrechen).
Erhältlich in den Breiten 20, 27, 34, 41, 54, 67 mm.
Werkzeugstähle und rostfreie Stähle, hartes Material. Runde Vollprofile, Formstahl, dickwandige Rohre. Abwechselndes Sägen von weichem Material (Stähle der Klassen 11 und 12)
Das ideale Sägeblatt: SiClone
Aggressive Zahngeometrie, bewältigt gut einen häufigen Wechsel von hartem und weichem Schnittmaterial.
Erhältlich in den Breiten 27, 34, 41, 67 und 80 mm.
Werkzeugstähle und rostfreie Stähle, hartes und zähes Material. Volles Material und Hohlprofile.
Das ideale Sägeblatt: XP
Aggressive Zähne aus HSS-Stahl ASP (besseres Material als M51), bewältigt gut Voll- und Hohlmaterial sowie Profile.
Erhältlich in den Breiten 27, 34, 41, 67 und 80 mm.

TripleChip Simonds
Nichteisenmetalle - Aluminium, Bronze, Kupfer
Das ideale Sägeblatt: Karbid-Sägeblatt SetTooth (Breite 13, 20 a 27 mm) oder TripleChip (Breite 27 mm und mehr)
Wenn das Schnittmaterial nicht zu zäh oder abrasiv ist, kann auch ein universelles Sägeblatt EPIC GP verwendet werden.
Erhältlich in den Breiten 13, 16, 20, 27, 34, 41, 54, 67 und 80 mm.
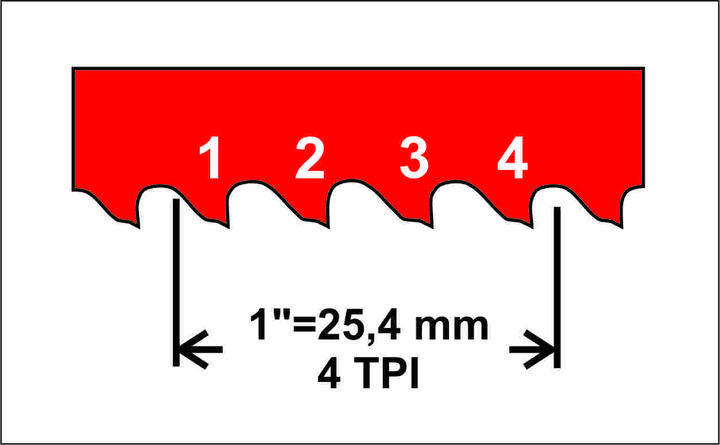
Beschreibung des TPI Zahnabstands
Zahngröße
Ein weiteres Kriterium für die Sägeblattauswahl ist die Zahngröße (Zahnteilung) – also die Anzahl der Zähne je Zoll (auch als TPI /teeth per inch/) bezeichnet. Diese Angabe sagt uns, wie viel Zähne auf eine Länge von 25,4 mm (einen Zoll) kommen. TPI 8/12 bedeutet also, dass wir auf eine Länge von 25,4 mm 8 bis 12 Zähne zählen.
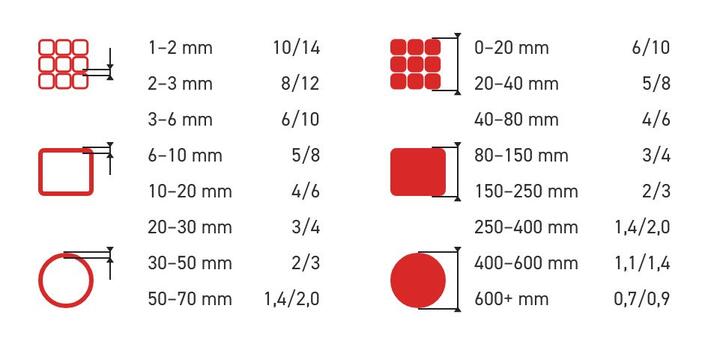
Auswahl Zahnabstand des Bandsägeblatts
Beim Schneiden von Vollmaterial ist eine Zahnteilung von 12 ideal, mindestens jedoch 4 und höchstens 24. Bei Profilmaterial (Rundrohren, Formrohren u.ä.) sollte die Lücke zwischen den Zahnspitzen in etwa der Wandstärke des Schnittmaterials entsprechen. In der Tabelle finden Sie die empfohlenen Zahnteilungen. Die Tabellenwerte sind für normale Schnittmaterialien gedacht. Bei weichen Werkstoffen (Schneiden von Graphit, Nichteisenmetallen usw.) sollten um eine Größenordnung größere Zähne verwendet werden, bei harten und zähen Stählen dann eine Größenordnung feinere Zähne.
Sie sind sich bei Ihrer Auswahl nicht sicher? Oder haben Sie ergänzende Fragen? Wenden Sie sich an uns in der Diskussion unter dem Artikel, gern beraten wir Sie bei allem.
Ihre Fragen