Eine Bandsäge ist eine Werkzeugmaschine mit zwei (ausnahmsweise drei) Laufrädern, von denen eines motorbetrieben ist. Auf die Außenfläche der Laufräder wird ein Sägeblatt aufgesetzt und gespannt. Die Enden der Sägeblätter sind miteinander verschweißt, so dass das Blatt eine sog. Endlosschlaufe bildet (sie bewegt sich nicht hin und her wie bei einem Sägegatter oder alten Maschinensägen, sondern die Zähne bewegen sich ständig nach vorn gegen das Schnittmaterial). Der Spannzug des Sägeblatts beträgt je nach Art und Breite 150-250 Nm/mm2.
Hauptterminologie der Bandsägeblätter
In diesem Artikel widmen wir uns den Grundbegriffen aus dem Bereich Bandsägeblätter.

Bandsäge mit zwei Schlaufen
1) Bandsäge
Alternativbezeichnungen:
- Bandstahl
Normales Trennen:
- Bandsägen zur Holzbearbeitung,
- Bandsägen zur Metallbearbeitung,
- Bandsägen zum Trennen von Fleisch und Knochen,
- Bandsägen zum Schneiden von speziellen Werkstoffen.
Anschaffungspreis:
Je nach Bestimmung und Typ 75 € - 385 000 €. Für Hobbybastler bewegt sich der Preis einer normalen Bandsägen um die 300 €.

sbx one
2) Sägeblätter
Bearbeitungswerkzeug, gefertigt aus schmalem Kohlenstoffstahlblech (zumeist Sägeblätter für Holz) oder Federstahl (zumeist Sägeblätter für Metall) mit ausgestanzten, ausgeschliffenen oder ausgefrästen Zähnen. Die Arbeit, die das Sägeblatt verrichtet, nennt sich spanabhebende Bearbeitung. Durch die Bewegung der Zähne des Sägeblatts gegen das Schnittmaterial und den Druck auf das Sägeband oder das Schnittmaterial entsteht an der Zahnspitze ein Span, der sich in der Zahnlücke staut und nachdem der Zahn das Schnittmaterial verlässt, fällt er heraus oder wird herausgefegt.
Alternativbezeichnungen:
- Bandsägeblatt,
- Bandsäge,
- kleines Bandsägeblatt,
- Sägeblätter,
- Sägeblatt,
- Säge,
- und weitere weniger bekannte Bezeichnungen.
Beschaffung von Bandsägeblättern:
Artikel mit einer Auswahl an Bandsägeblättern:
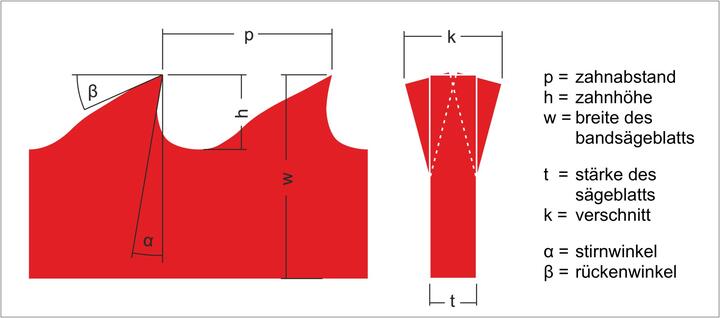
Geometrie_des_Bandsägeblatts_
3) Sägeblattzahn
Die Zahngeometrie bestimmt, wie sich das Sägeblatt im Schnitt verhält, wie es die Späne herausträgt und wie widerstandsfähig es gegen Vibrationen und Stöße ist. Die Hauptparameter der Zahngeometrie sind: Stirnwinkel, Rückenwinkel, Zahnhöhe, Zahnteilung (Abstand zwischen den Zahnspitzen) und Schränkweite (Verschnitt). Die Zähne des Sägeblatts sind der wichtigste und zugleich am stärksten beanspruchte Teil des Sägeblatts, denn sie verrichten die Sägearbeit (Spanabhebung) selbst und stehen in direktem Kontakt mit dem Schnittmaterial.
Das Material und die Härte der Zähne unterscheiden sich je nachdem, für welches Schnittmaterial das Bandsägeblatt bestimmt ist:
- Gehärtete Zähne: sie sind insbesondere für Holz bestimmt. In einen Bandstahl aus Kohlenstoffstahl wird die Zahnform gefräst, die Zahnspitzen werden auf 62 HRC gehärtet. Der Vorteil dieses Bandsägeblatts ist der günstige Preis.
- Bimetallzähne: sie sind insbesondere zum Schneiden von Metall bestimmt. An einen Bandstahl aus Federstahl wird mit Laser ein schmaler Streifen aus HSS Schnellarbeitsstahl angeschweißt. Dann werden in den Bandstahl die Zähne gefräst oder geschliffen, so dass das HSS-Material nur an der Zahnspitze verbleibt. Die Härte der HSS-Spitzen beträgt 67-69 HRC. Die Vorteile dieser Konstruktion sind das günstige Preis-Leistungs- Verhältnis, Widerstandsfähigkeit gegen Beschädigung und die breite Palette an möglichen Schnittmaterialien (universaler Einsatz).
- Karbidzähne: sie dienen zum Schneiden von harten Stählen und Titan-Legierungen, speziellen Verbundmaterialien, Baustoffen, abrasiven porösen Werkstoffen und vielen weiteren Anwendungen. An einen Bandstahl aus Federstahl werden Kügelchen aus dem gesinterten Hartmetall Wolfram angeschweißt, die dann auf Präzisionsschleifmaschine von allen Seiten auf die gewünschte Form abgeschliffen werden. Die Härte der Zähne beträgt 92 HRC. Die Vorteile dieser gesinterten Zähne sind ein sehr sauberer Schnitt und die Fähigkeit, problematische Werkstoffe zu schneiden. Ein Nachteil ist der hohe Preis. Alternativnamen sind: Vidia-Sägeblätter, Hartmetall-Sägeblätter, TCT Bandsägeblätter (Abkürzungen aus dem englischen Tungsten Carbide Tips = Zähne aus Wolframcarbid).
- Stellitezähne: sie dienen zum Schneiden von Baumstämmen mit professionellen Baumstamm-Bandsägen. In einen Bandstahl werden die Zähne ausgestanzt, an deren Spitzen Stellitekügelchen angeschweißt werden, die man dann wie bei Karbidsägeblättern abschleift. Näheres über Sägeblätter mit Stellite finden Sie unter www.dudr.cz/de.
Ein sehr wichtiger Parameter bei den Sägeblattzähnen ist der Stirnwinkel:
- Ein höherer oder hoher Stirnwinkel (sog. positiver und superpositiver Zahn) wird zum Schneiden harter und zäher Schnittmaterialen verwendet – bei Sägeblättern für Holz ist das die Zahngeometrie Hook, bei solchen für Metall handelt es sich um die Zahngeometrie SiClone.
- Ein Stirnwinkel gleich Null eignet sich zum Schneiden von normalen Tragwerkmaterialien und Baustählen. Zum Schneiden von Holz verwenden wir Regular und Skip, zum Schneiden von Metall sind Epic und SBX geeignet
Rückenwinkel und -form spielen eine Rolle bei der Widerstandsfähigkeit der Zähne gegen Beschädigung und bestimmen die Größe der Zahnlücken.
- Ein kleinerer Rückenwinkel bedeutet robusterer, gegen Beschädigung unempfindliche Zähne, die Zahnlücken sind jedoch kleiner und fassen nicht so viele Sägespäne. Kleine Rückenwinkel werden zum Schneiden von dünnen Profilen und harten Schnittmaterialien verwendet (Hook für Holz, SBX für Metall)
- Ein größerer Rückenwinkel wird bei Sägeblättern eingesetzt, die für weiche Werkstoffe bestimmt sind, die viele Späne bilden (Skip für Holz, EPIC GP für Metall).
4) Verschnitt
Die Schränkweite hat Einfluss auf die Breite der Fuge, die vom Bandsägeblatt durch seinen Schnitt gebildet wird. Eine größere Schränkweite wird bei Schnittmaterial verwendet, das die Tendenz zum Klemmen besitzt (Produktreihe SBX GP zum Schneiden von offenen Tragwerkprofilen oder Hook zum Schneiden von härteren Holzarten). Eine geringere Schränkweite wird dort gewählt, wo ein genauerer und sauberer Schnitt erzielt werden muss (Regular für Holz, EPIC GP oder SiClone für Metall).
5) Schweißnaht des Sägeblatts
Wichtiger Bestandteil des Sägeblatts. Das Sägeblatt wird auf die genaue Länge geschnitten und mit Stumpfnaht auf einem Schweißhalbautomat im Widerstandsschweißverfahren verschweißt. Eine richtig ausgeführte Schweißnaht ist gerade, glatt und verursacht beim Schneiden weder Sprünge noch Schwingungen. Eine perfekte Schweißnaht ist wichtiges Know-how und zugleich die Visitenkarte jedes Herstellers von Bandsägeblättern.
Bei uns sind wir stolz darauf, dass wir eine Garantie auf die Schweißnaht geben. Wenn Ihnen eine Schweißnaht von uns reißt, so tauschen wir das Sägeblatt gegen ein neues aus.
Themenfotos
insgesamt Fotografien:
3



insgesamt Fotografien:
3
Ihre Fragen