Auswahl von Tischler-Bandsägeblättern für Holz
Lesen Sie, wie Tischler-Bandsägeblätter für Holz ausgewählt werden, die Ihnen lange Zeit und gut dienen.
Wie wählt man ein Sägeblatt für Holz aus?
Breite und Stärke des Sägeblatts
Die Stärke des Sägeblatts ist eigentlich die Blechdicke des Bandstahls, aus dem das Bandsägeblatt hergestellt wird. Wenn Sie bei einer Bandsäge, die kleine Räder hat, ein zu dickes Bandsägeblatt aufziehen, verkürzen Sie seine Standzeit. Messen Sie den Durchmesser des Rads, auf das das Sägeblatt aufgespannt wird, und teilen sie ihn durch 500. Die Zahl, die Sie erhalten, stellt die maximale Materialstärke eines Sägeblatts dar, das an Ihrer Säge nicht leiden wird. Beispiel: Das Rad hat einen Durchmesser von 420 mm (420 ÷ 500 = 0,84). Die Stärke des Sägeblatts für diese Säge beträgt also maximal 0,8 mm. Wenn das Rad an Ihrer Bandsäge einen kleineren Durchmesser als 350 mm hat, so verwenden Sie stets ein Bandsägeblatt von höchstens 0,65 mm Stärke (Sägeblätter der Breite 3–13 mm). Haben Sie ein Rad von geringerem Durchmesser als 250 mm, dann nehmen Sie ein Bandsägeblatt mit einer max. Materialstärke von 0,5 mm (wir haben sie in unserem Angebot in den Breiten 6, 10 und 13mm)
Die Breite des Sägeblatts wird von der Zahnspitze bis zur hinteren Bandkante gemessen. Die meisten Hersteller von Bandsägen geben den Breitenbereich für die Bandsägeblätter an, für den die Bandsäge konstruiert ist. Sollten Sie sich nicht sicher sein, zögern Sie nicht und wenden Sie sich an uns in der Diskussion unter dem Artikel.
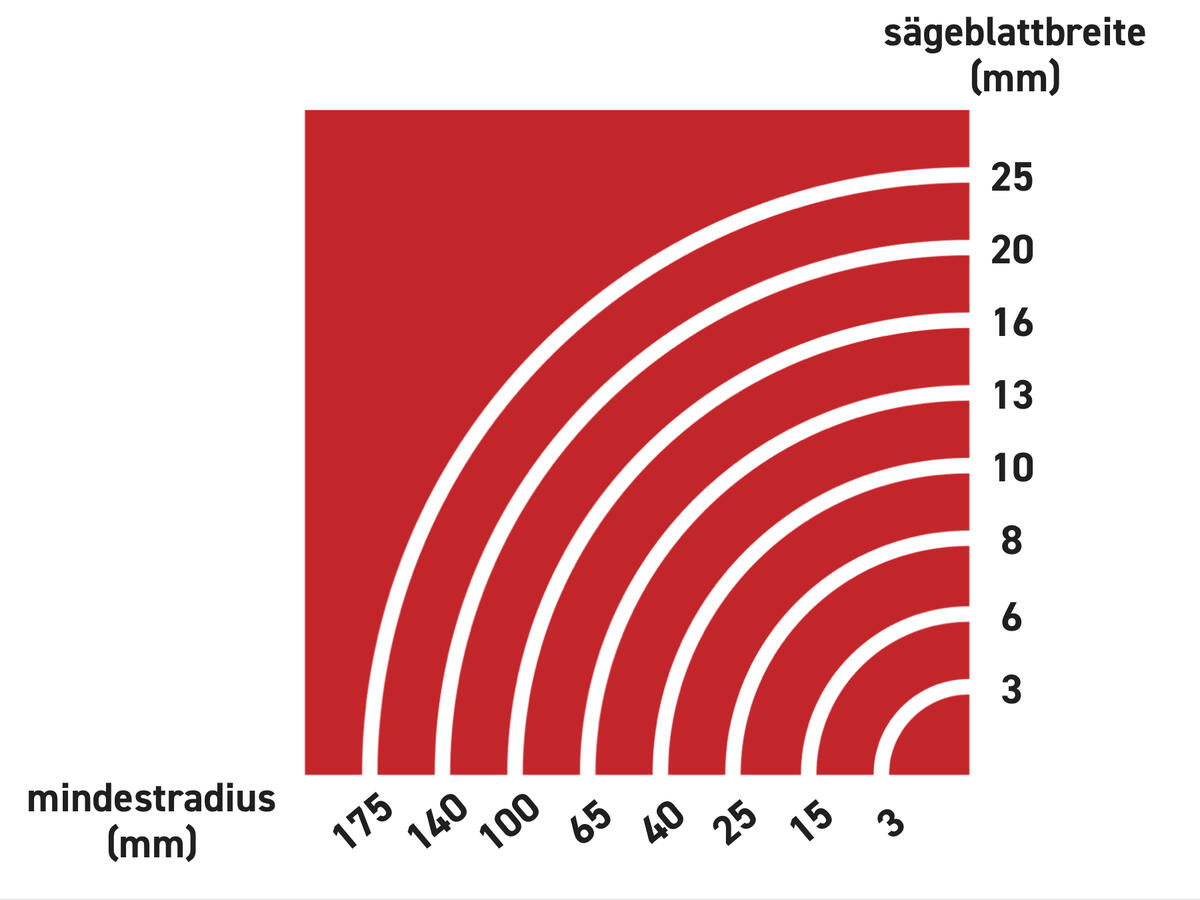
Die Breite des Sägeblatts bestimmt, wie sich das Blatt im Schnitt verhalten wird. Wenn Sie lange gerade Schnitte machen wollen, sollten Sie ein möglichst breites Bandsägeblatt verwenden. Wenn Sie Formen – Radien ‒ ausschneiden müssen, dann müssen Sie ein schmales Bandsägeblatt wählen. Als Faustregel gilt, dass Sie mit unserem kleinsten Sägeblatt der Breite 3 mm (es ist praktisch so breit wie ein Laubsägenblatt) einen Radius von 3 mm bewältigen, mit einem mittleren Bandsägeblatt der Breite 13 mm schneiden Sie einen Radius von 65 mm aus. Ein Sägeblatt von der Breite 32 mm ist nicht mehr zum Formenausschneiden geeignet und wird nur für gerade Schnitte verwendet
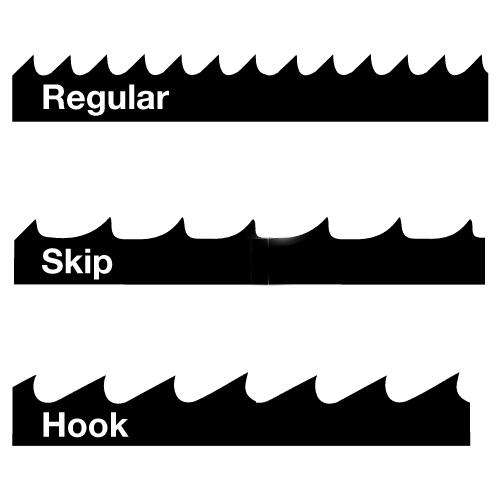
Auswahl des Zahnabstands
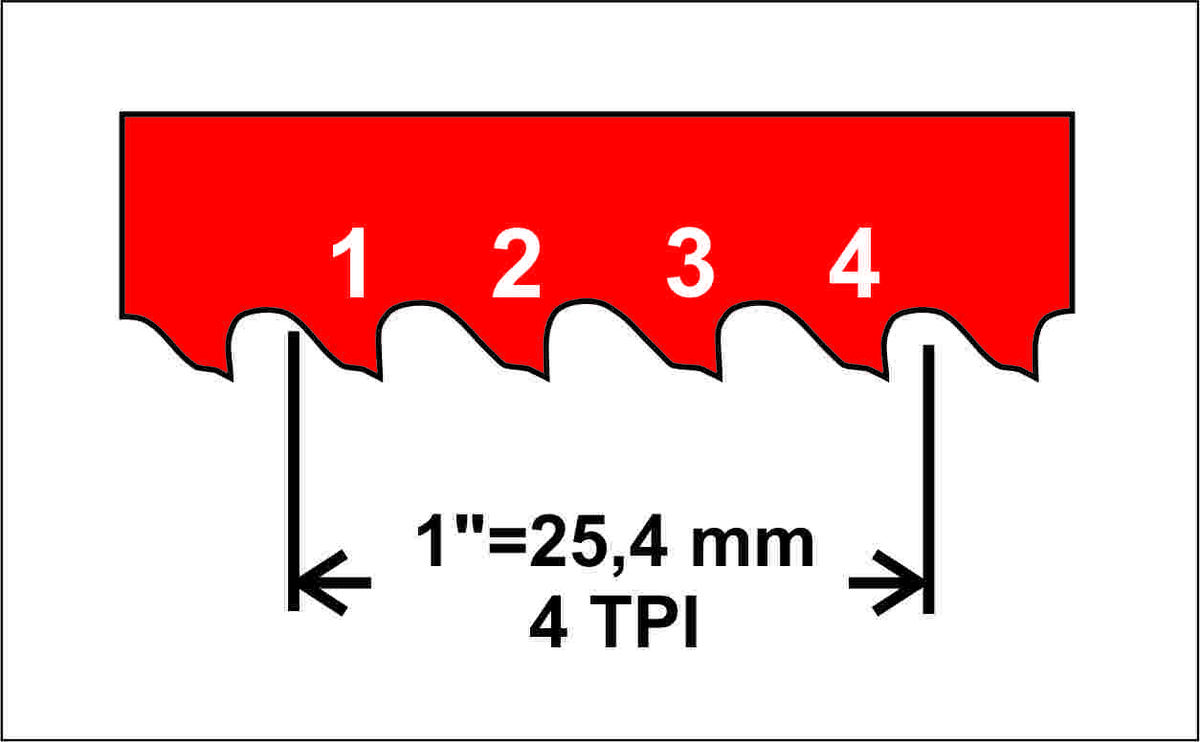
Der Zahnabstand wird in TPI – Teeth Per Inch (Zähne je Zoll) angegeben. Es handelt sich also um die Anzahl Zähne auf einen Zoll, eine in den englischsprachigen Ländern übliche Maßeinheit, die 25,4 mm entspricht. Ein Zahnabstand TPI 2 bezeichnet daher einen Abstand zwischen den Zahnspitzen von 13 mm, ein Zahnabstand TPI 14 bedeutet einen Abstand zwischen den Spitzen von nur 1,8 mm. Kurz – je höher die Zahl, desto kleiner die Zähne.
Kleine Zähne eignen sich für harte Werkstoffe und einen sauberen, feinen Schnitt. Große Zähne werden zum groben Trennen von Material und für feine Werkstoffe eingesetzt. Wenn Sie im Schnitt zu feine Zähne verwenden, werden die Zahnlücken zu sehr mit Sägespänen verstopft und der Schnittwiderstand vergrößert sich, das Sägeblatt läuft nicht gut im Schnitt und trägt ungleich ab, es sägt schräg. Verwenden Sie dagegen zu grobe Zähne, fällt der Schnitt grob aus und die Zähne reißen die Holzfasern heraus.
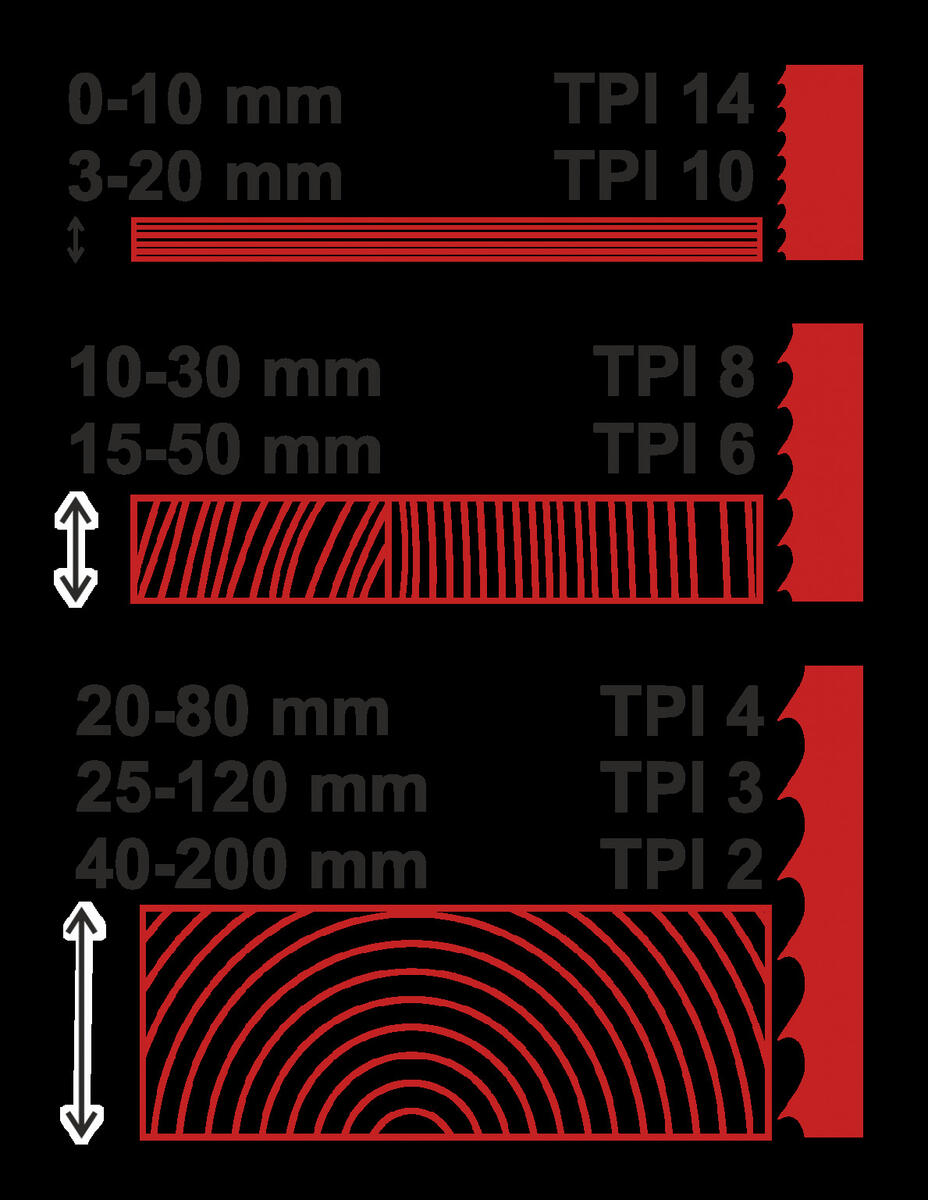
Welche Zähne sollten Sie für Ihr Material verwenden?
TPI 2, 3, 4: werden für eher grobe bis ganz grobe Schnitte vom Durchmesser 25–100 mm eingesetzt.
TPI 6, 8: Ideale Zähne zum Schneiden von trockenem Holz, Hartholz, Sperrholzplatten, Kunststoff- und Verbundmaterial vom Durchmesser 10–25 mm.
TPI 10, 14: Sehr feine Zähne zum feinsten Ausschneiden von Holz, Kunststoff und Verbundmaterial vom Durchmesser 10 mm und zum Schneiden von Nichteisenmetallen vom Durchmesser 30 mm.
Einstellen der Geschwindigkeit des Sägeblatts
Die meisten Bandsägen ermöglichen ein Einstellen der Sägeblattgeschwindigkeit durch Verändern der Position (des Übertragungsverhältnisses) des Keilriemens. Einige teurere Bandsägen besitzen ein stufenlos regelbares Getriebe (Variator), mit dem man die Sägeblattgeschwindigkeit stetig erhöhen und senken kann. Der üblichste Geschwindigkeitsbereich von Vertikal-Bandsägen beträgt 300–900 m/min.
Das Bandsägeblatt biegt sich 2× an der Bandsäge und 2× richtet es sich wieder gerade. An solchen Bewegungen hält es (je nach Breite, Spannung und Konstruktion der Bandsägen) ca. 15 000 – 500 000 aus. Am wenigsten Biegungen hält ein Bandsägeblatt der Breite 3 mm aus, ganze 15 000 – 30 000. Durch Verringern seiner Geschwindigkeit an der Bandsäge können wir also seine Standzeit bis auf das Dreifache verlängern. Selbstverständlich ist es auch nicht angebracht, die Bandsägen leer laufen zu lassen.
Eine geringe Umlaufgeschwindigkeit wählen wir insbesondere beim Schneiden von harten Werkstoffen und bei einem feinen Formausschneiden, wo es uns nicht so sehr auf die Geschwindigkeit der Spanentnahme ankommt. Eine hohe Umlaufgeschwindigkeit wählen wir bei Grobschnitten, beim Schneiden von weichem Material sowie beim Schneiden von großen Durchmessern. Eine zu kleine Geschwindigkeit kann dazu führen, dass sich die Zahnlücken rasch füllen und das Sägeblatt nicht in den Schnitt läuft. Eine zu hohe Sägeblattgeschwindigkeit verkürzt unnötig die Standzeit des Bandstahls.
Spezialmaterialien
Zum Schneiden spezieller Werkstoffarten (Verbundplatten auf Sperrholzbasis, mit Textilien verstärkte Platten, Ziegelsteine, Glas, Porenbeton, Polystyrol, Textilien, Schaumstoffe) verwenden wir C-grit Bandsägeblätter (für harte oder abriebfeste Werkstoffe) oder Bandmesser mit verschiedenen Profilen. Zum Schneiden von Polystyrol werden Bandsägeblätter Meat&Fish (ursprünglich bestimmt zum Schneiden von Fleisch mit Knochen) eingesetzt, die sich durch eine schmale Schränkweite und geringe Schnittverluste auszeichnet – nur 0,16 mm auf jeder Seite.
Sie sind sich bei Ihrer Auswahl nicht sicher? Oder haben Sie ergänzende Fragen? Wenden Sie sich an uns in der Diskussion unter dem Artikel, gern beraten wir Sie bei allem.